


- 1491
- 产品价格:面议
- 发货地址:上海嘉定 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:253735670公司编号:3644899
- 邹安 销售副总 微信 13817975703
- 进入店铺 在线留言 QQ咨询 在线询价
太原薄膜大型流延膜机厂家
- 相关产品:
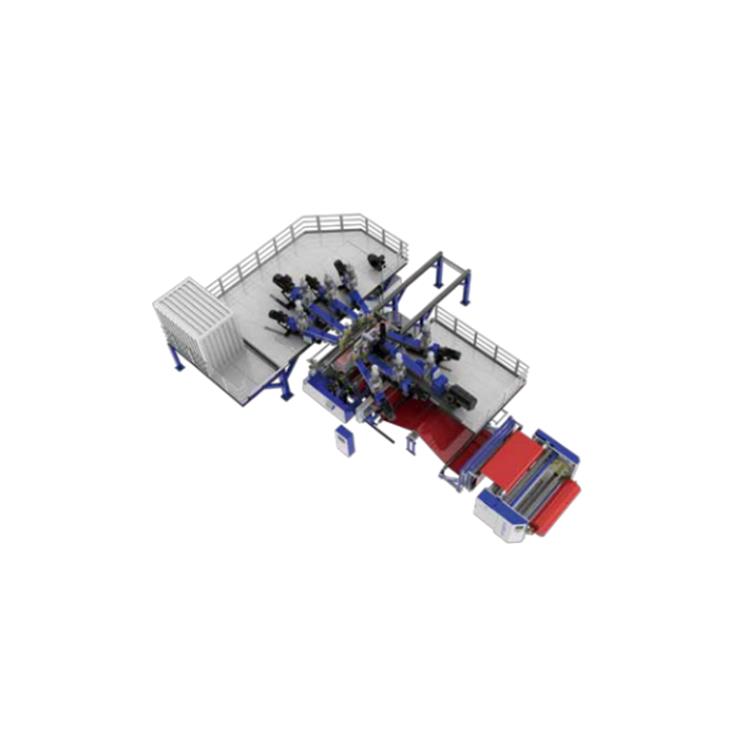
设备应用和特点:
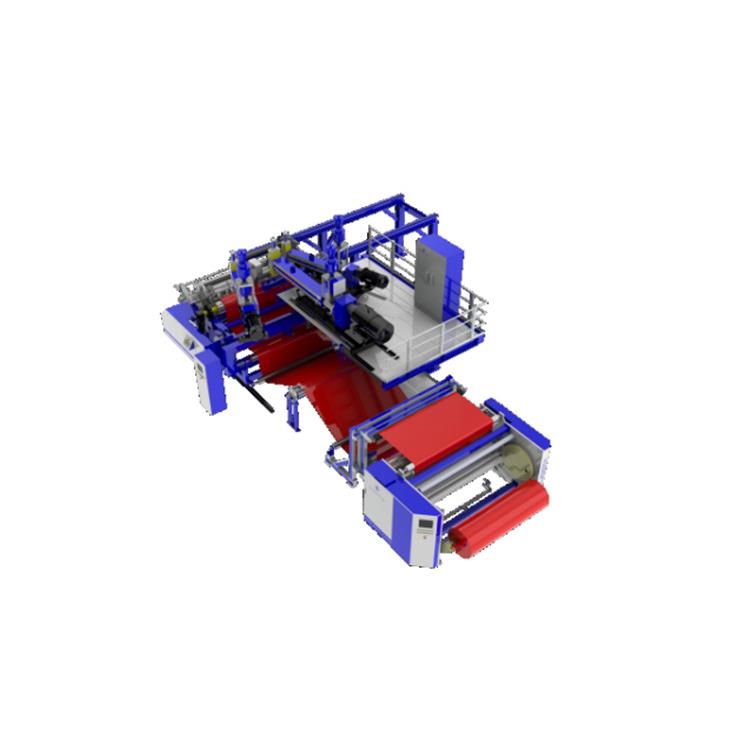
本机组可用于生产各类桌布及塑制手套、浴帽、西服套雨伞材 料的坯膜,也可用于生产PE卫生巾底膜、尿裤尿不湿用膜及打孔底膜和各类包装膜、深压纹膜。增加拉伸机组后能生产防水透气膜。高速生产线可配备在线分切,采用高速双工位自动收卷且高速收卷时无需缠绕胶带。整机一体化、自动程度高。生产速度达到130m/min以上时,同等产量下该机型比常规流延机功耗低25%,有效节省生产成本和人工。
ASA流延膜挤出生产线特点:
1、设备采用西门子PLC,闭合控制,一键提速,操作方便;
2、挤出机的螺杆设计,确保塑料融化,色泽均匀、挤出量高;
3、全自动模具配合测厚仪,能*有效地微调模头横向宽度上的熔体厚度偏差;
4、流延辊采用内流道整体机加工的方式,*温度控制正负度,滚面控制精度正负丝 ,确保流延膜厚度*加准确;
5、采用Re张力传感器和控制系统,确保张力控制正负;
6、伺服电机,配合伺服控制器使设备运行*加准确;
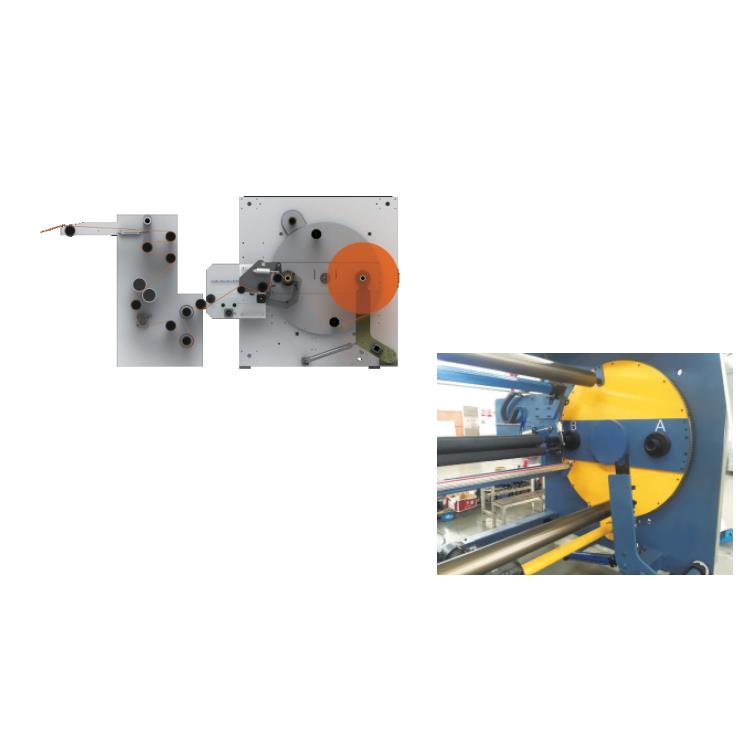
7、全自动切断收卷机具有接触收卷、间隙收卷两种功能,收卷带锥度张力控制,调节范围5-200N/M。
嘉兴ASA流延膜挤出设备
ASA流延膜挤出生产线特点:
1、针对原有原料生产厂家(具备配方能力),可采用平双挤出机,节约生产成本;
2、针对制品生产厂家,可采用排气式单螺杆挤出机,生产工艺简单,稳定性高;
3、设备采用西门子PLC和触摸屏,闭合控制,一键加减速,操作方便;
4、挤出机的螺杆设计,确保塑料融化,色泽均匀、挤出量高,生产线速度可达60M/min;
5、全自动模具配合测厚仪,能*有效地微调模头横向宽度上的熔体厚度偏差,厚薄均匀度*±0.01mm;
6、辊筒采用内流道整体机加工的方式,*温度控制±1℃,辊面控制精度±0.01mm,确保流延膜厚度*加准确;
7、成形辊采用卧式三辊形式,区别于传统流延机,使薄膜正面光亮度*高,颜色*艳丽,背面采用硅胶辊辊压,*薄膜背面具有良好的复合性能;
8、采用张力传感器和控制系统,确保张力控制稳定;
9、西门子伺服电机,配合伺服控制器使设备运行*加准确;
10、全自动切断收卷机具有自动换卷功能,收卷带锥度张力控制,使成品卷*整齐,紧密度*加均匀。
流延共挤膜是一种通过熔体流涎骤冷生产的一种无拉伸、非定向的平挤薄膜。广泛应用于纺织品、鲜花、食品、日用品的包装,是当代生活中不可或缺的物品。
流延共挤膜具有优越的热封性能和优良的透明性,是主要的包装复合基材之一,用于生产高温蒸煮膜、真空镀铝膜、拉伸膜、制袋膜等,市场为看好。而且,随着国产流延膜生产设备的发展,其中部分技术指标均达到国际水平。因而,进入流延膜生产的门槛越来越低。正因为如此,一些企业为了一步到位,争相进口流延共挤膜生产线,在档次上追求层次越高越好,而把市场需求和率抛到一边,这种做法将造成巨大的资源浪费。
一、规格多样
国产流延膜生产线按薄膜宽可分为:2500mm、3000mm、3500mm、5000mm,以挤出机的配置可分为:三层、五层、七层、十一层。
二、可定制,能够满足广大客户的需求
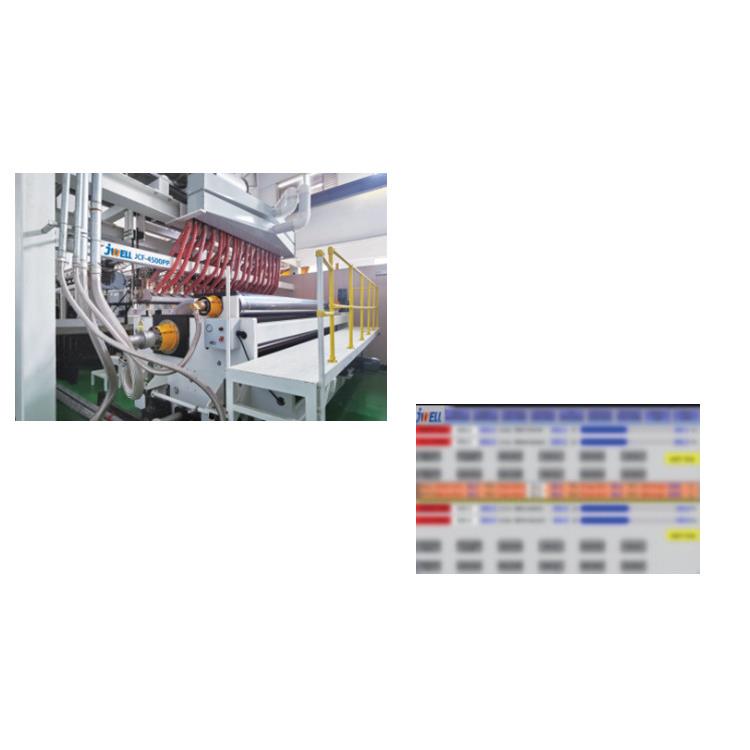
国产流延膜生产线主要由挤出部分、流延部分、电晕部分、收卷部分、电控部分等五个部份组成。其中模具部分和挤出部分,可根据客户的要求进行自由组合,因而限度地满足广大广大客户(市场)的不同需求。
三、设计
除此之外,国产设备在设计上,也紧随国际水平,例如:
1、特的背后装置的设计,可自由调节挤出机的压力。
2、特的螺杆流道的设计,可以适用不同的材料,实现一机多用。
3、辊筒的流道设计,冷却效果好、产品质量稳定,产量高。
4、国产流延膜生产线线速度已达到160m/min--250m/min的水平。
四、高速、稳定、节能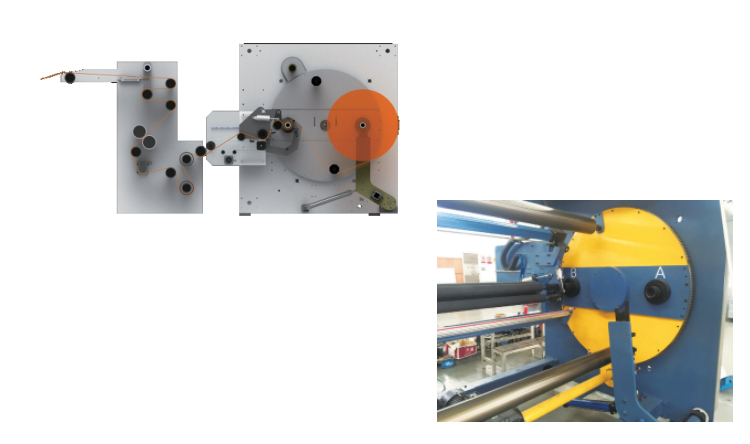
PVDF流延膜的配方及工艺
PVDF是目前使用量第的氟塑料,PVDF颗粒自身难以成膜,如若要把PVDF颗粒制成薄膜必须添加30%左右的聚甲基丙烯酸甲酯(简称PMMA,俗称亚克力)作为增塑剂以提高其成膜性,加入PMMA后的PVDF在熔融状态下容易成膜。关于PVDF薄膜的成膜工艺市场上以吹膜和流延两种成型工艺为主,但流延法pvdf膜在透光度、厚薄均匀度等参数上有优势,pvdf流延膜生产线已成为现阶段主流发展方向。
装饰用pvdf生产线是两台挤出机通过膜内复合工艺即可达到客户对pvdf膜性能的要求,根据所使用的设备和加工的制品形状,温度控制在210~220摄氏度之间,pvdf流延膜生产线 ,成型温度控制在180~240摄氏度之间,必须严格控制温度不能使温度长期超过其熔融温度。挤塑成型设备可选用单螺杆挤出机



{kind=link}