

- 2025-04-29 10:34 891
- 产品价格:面议
- 发货地址:江苏苏州张家港市 包装说明:不限
- 产品数量:100.00 套产品规格:不限
- 信息编号:247557288公司编号:17443792
- 梁小姐 销售总监 微信 18013639597
- 进入店铺 在线留言 QQ咨询 在线询价
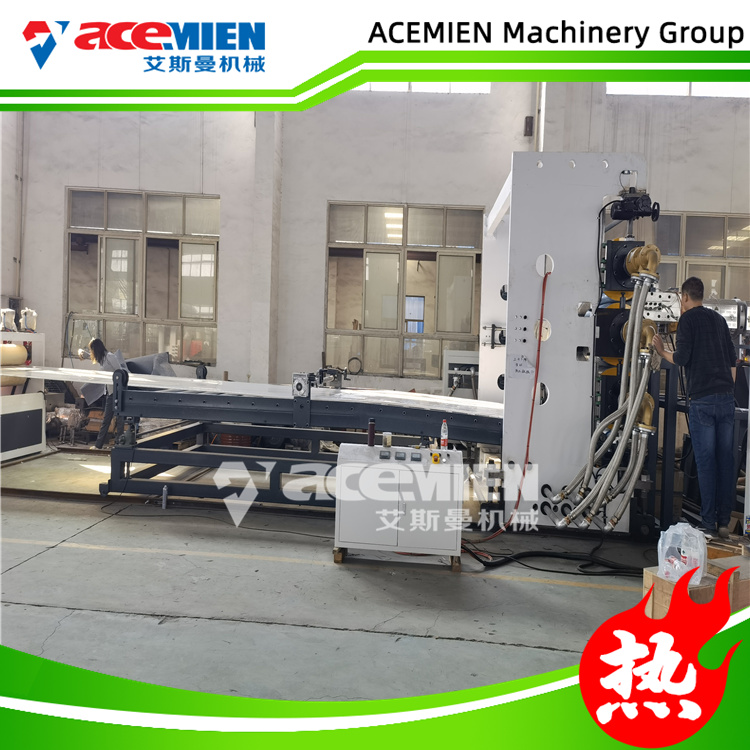
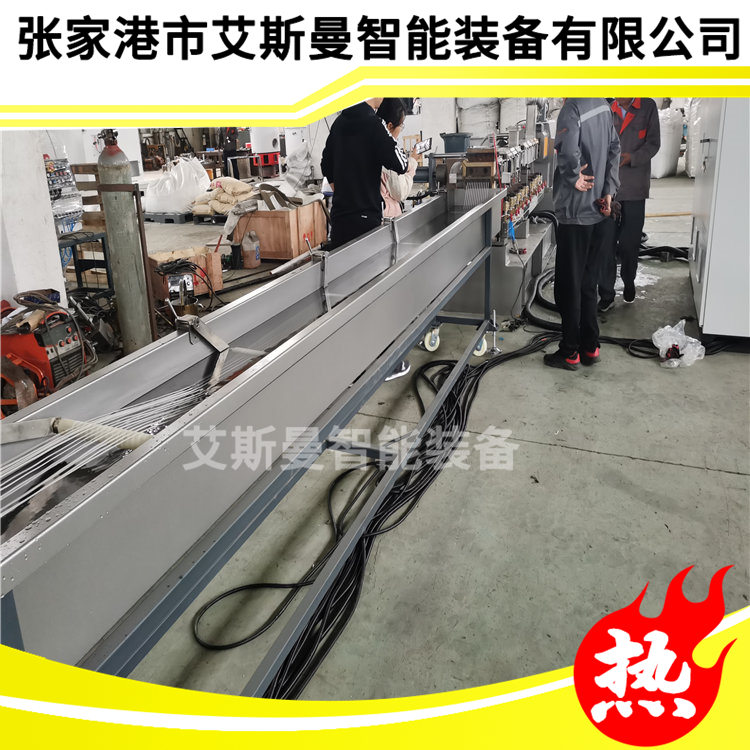
pet片材设备生产厂家 张家港市艾斯曼智能装备有限公司
- 相关产品:
pet片材设备生产厂家
料长期在加温,在螺杆内停留时间长2、换网器、计量泵也会出现黄点,尤其是换网器,如果做纯透明膜,透明TPU流延膜机械,用走带式(滤网往前抽的,防水TPU流延膜机械,分为自动和手动,手动的比常规板式的贵)的换网器,早期板式换网器在换网的一瞬间出现黄点概率很大,长时间停机或者长时间不换网,容易清不干净。螺杆和换网器之间的问题。
片材生产线为了确保粘合强度,在粘合树脂接触其他被粘合材料前,应使粘合树脂的熔体保持在210摄氏度以上的熔体温度数分钟,从而确保其在共挤出加工时的粘合性能。在和EVA或EVOH这类树脂热敏树脂材料共挤出时,为了防止EVA和EVOH的温度过高,酸酐改性的PP粘合树脂的加工温度不得超过235度。如果粘合力足够好,可将粘合树脂加工温度降到210—220度。当和尼龙PA及其他热稳定的树脂共挤出加工时,片材生产线它的加工温度可以高一些,大不超过250度。
PET PP PE片材生产线使用注意事项:
(1)塑料片材生产设备机筒上各段温度由加料段开始至机筒与成型模具连接处温度逐渐提高 。
(2)成型模具温度略高于机筒温度。高出温度控制在5---10℃。模具两端温度略高于模具中何温度,高出温度控制在5-10℃。
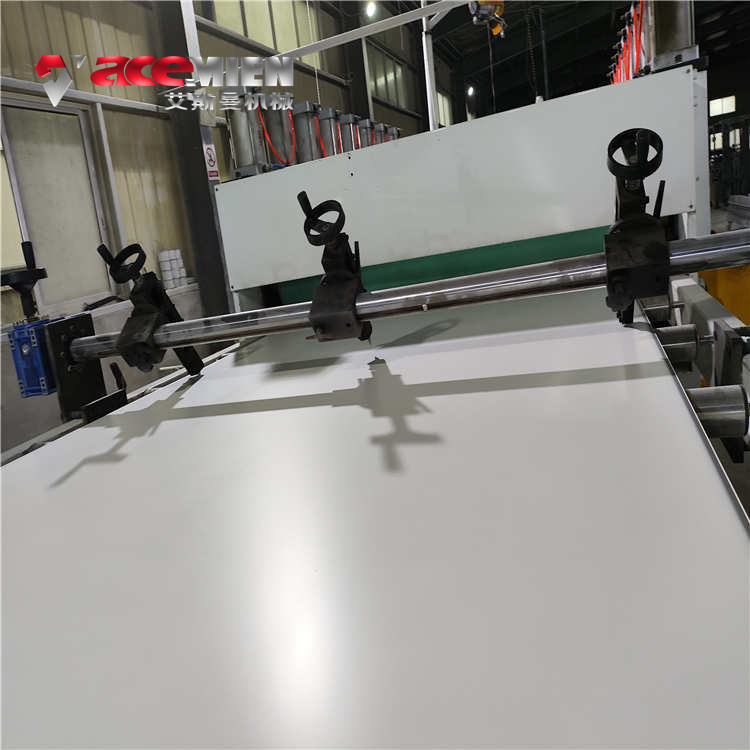
技术参数
片材厚度:0.15-2mm
片材宽度:600-1200mm
电机功率:37-110kw
螺杆直径:65-120mm
挤出产量:80-500kg/h
片材机生产线其主要优势主要体现以下点 速度控制系统,可调节设置工作速度。 温度控制系统,可根据实际情况进行调节与控制 自动电动机变频机,全自动操作,*效高质 智能系统操作,简洁方便。 片材机等塑料机械适用于多种原料的加工,PPPEPET等等,适用于各种领域,例如文具领域,吸塑制品领域,广告领域,包装领域等等。
三辊的运转速度要略高于板坯从模具口的挤出速度,一般速度差不超过10*。三辊工作速度要控制平稳,过快或过慢的运行速度对板的厚度误差都有较大影响。
- 产品分类
- PVC合成树脂瓦设备 塑料管材生产线 塑料片材生产线 PET片材生产线 塑料造粒生产线 ASA膜生产线 塑料包装板生产线 PVC护墙板扣板生产线 塑料板材生产线 PVC碳晶板生产线 碳晶板生产线
- 商家产品推荐
- 张家港市艾斯曼智能装备有限公司 PVC琉璃瓦生产设备 艾斯曼 可降解一次性餐盒原料造粒机挤出机 张家港市艾斯曼智能装备有限公司 造粒机器 艾斯曼 张家港市艾斯曼智能装备有限公司 塑料管材设备生产厂家-艾斯曼机械 四层覆膜全自动琉璃瓦机器 张家港市艾斯曼智能装备有限公司 艾斯曼 厂家塑料造粒机 张家港市艾斯曼智能装备有限公司 **降解片材生产线 可降解片材设备 张家港市艾斯曼智能装备有限公司 艾斯曼 平行双螺杆造粒生产线 张家港市艾斯曼智能装备有限公司 造粒机 艾斯曼 张家港市艾斯曼智能装备有限公司 高速PVC管材挤出机 硬质**可降解片材生产线 张家港市艾斯曼智能装备有限公司 艾斯曼 可降解塑料生产设备 张家港市艾斯曼智能装备有限公司 造粒机










{kind=link}