


- 2024-11-13 09:44 7162
- 产品价格:2660000.00 元/台 起
- 发货地址:山东济宁任城区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:210159862公司编号:13620603
- 鲍女士 销售经理 微信 18766889158
- 进入店铺 在线留言 QQ咨询 在线询价
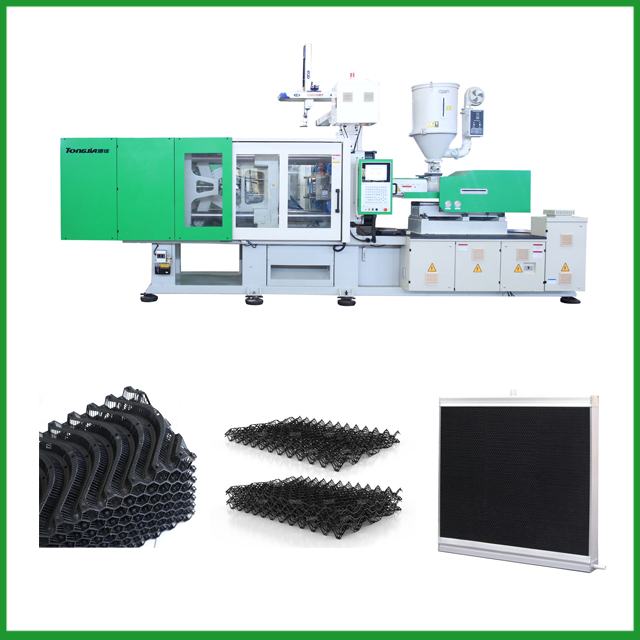
塑料环卫垃圾桶加工机械供应垃圾桶设备生产线
- 相关产品:
机型:TH2280/SP螺杆直径:170螺杆长径比:20.7理论容量:17908.7注射重量(Ps):16296.9注射压力:135合模力:22800移模行程:1900拉杆内距:1800×1620大模厚:1600小模厚:700出行程:400出力:505出杆根数:29油泵马达:218电热功率:112料斗容积:200外形尺寸:17.1×4.6×4.0油箱容积:4200重量:138
通佳产品被列为:“国家重点新产品”“国家火炬计划重大项目”,产品遍及全国各地和世界八十多个国家和地区。公司连续五年在中国塑料挤出成型机械行业排行*二名。垃圾桶生产设备在保压阶段的作用是持续施加压力,压实熔体,增加塑料密度(增密),以补偿塑料的收缩行为。在保压过程中,由于模腔中已经填满塑料,背压较高。在保压压实过程中,注塑机螺杆仅能慢慢地向前作微小移动,塑料的流动速度也较为缓慢,这时的流动称作保压流动。

垃圾桶注塑机的工作原理与用的器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料入闭合好的模腔内,经固化定型后取得制品的工艺过程。

环卫垃圾桶注塑机成型的基本要求是塑化、和成型。塑化是实现和保证成型制品质量的前提,而为满足成型的要求,必须保证有足够的压力和速度。同时,由于压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。由此可见,装置和合模装置是注塑机的关键部件。

垃圾桶生产设备的合模机构作为注塑成型设备关键部件,主要作用是实现模具启闭、锁紧和制品出,其锁模性能直接影响到成型制品的质量,而传统合模机构存在的问题表现为传递到模具上的锁模力不均匀(两端大,中间小)整体偏大,模具上压力不均匀,容易造成排气不良,长期锁模力不均匀不利于保护模具。
垃圾桶注塑机使用过程中,需要定期观察注塑机各润滑点是否处于正常的工作状态。注意每次润滑的时间必须足够,以保证整个润滑系统的每个润滑点得到良好的润滑,这样对机器都是很好的保护。










{kind=link}