

- 2025-05-25 10:18 27714
- 产品价格:250000.00 元/套 起
- 发货地址:江苏苏州张家港市 包装说明:不限
- 产品数量:9999.00 套产品规格:不限
- 信息编号:173051643公司编号:9323630
- 陈经理 微信 13776240160
- 进入店铺 在线留言 QQ咨询 在线询价
株洲PP/PE管材生产线厂家 PE管材设备生产线 PP-R塑料管材生产线
- 相关产品:
31连接方便:聚乙烯管道主要采用热熔连接和电熔连接,使管道系统一体化。具有良好的耐水锤压力的能力,与管材一体化的熔接接头及聚乙烯管对地下运动和端载荷的有效抵抗能力,大大提高了供水的安全可靠性,提高水的利用率。
42流阻小:聚乙烯给水管内壁粗糙系数不**过0.01,可有效降低供水消耗。
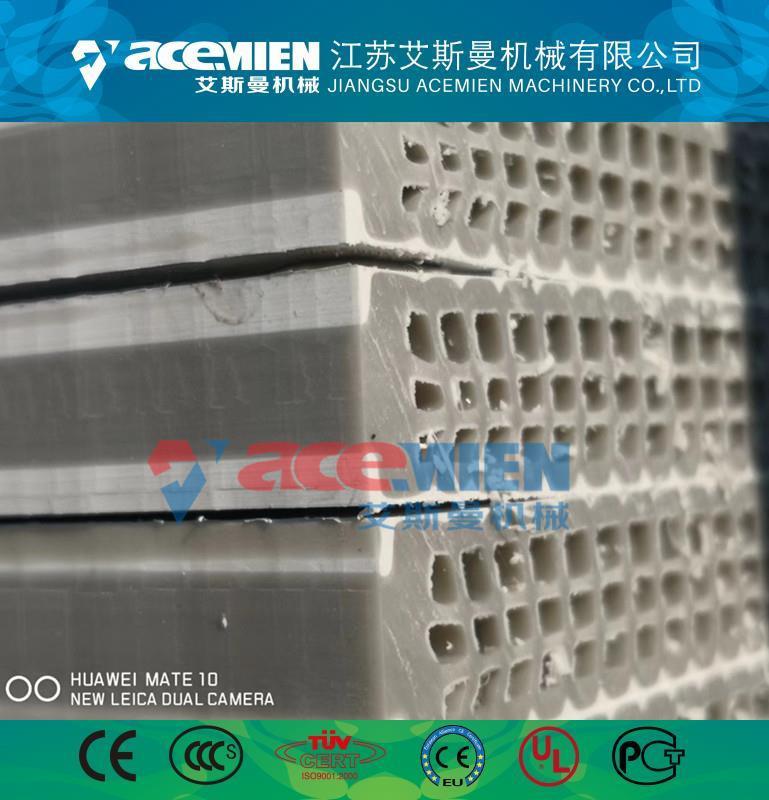
PVC塑料管材挤出生产线挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速
PVC塑料管材挤出生产线原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料,按比例、工艺先后加入高速混合机内,经物料与机械自摩擦使物料升温至设定工艺温度,然后经冷混机将物料降至40-50oC;这样就可以加入到挤出机的料斗。
PVC塑料管材挤出生产线切割机:由行程开关根据要求长度控制后,进行自动切割,并延时翻架,实行流水生产,切割机以定长工开关信号为指令,完成切割全过程,在切割过程中与管材运行保持同步,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
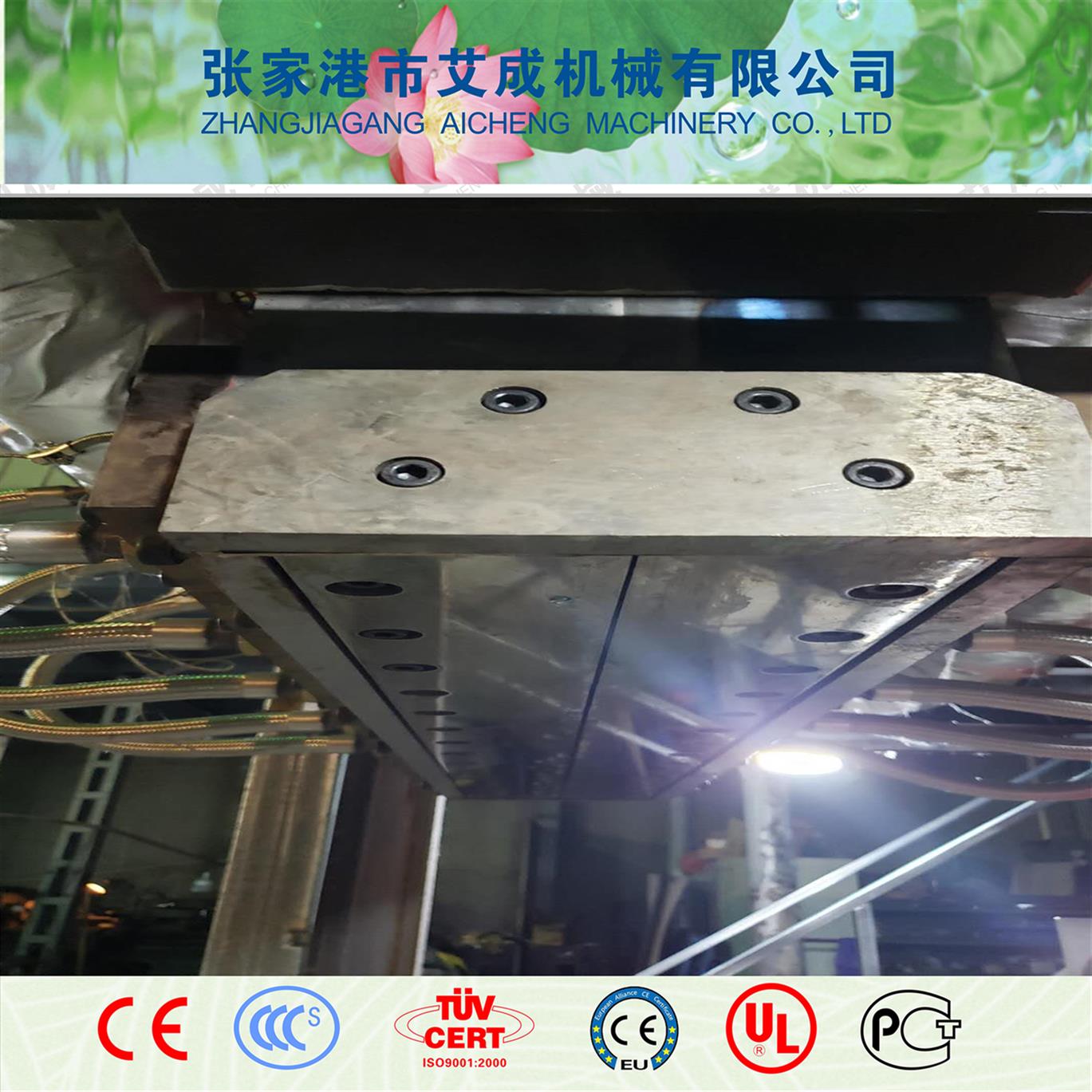
PVC塑料管材挤出生产线挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。
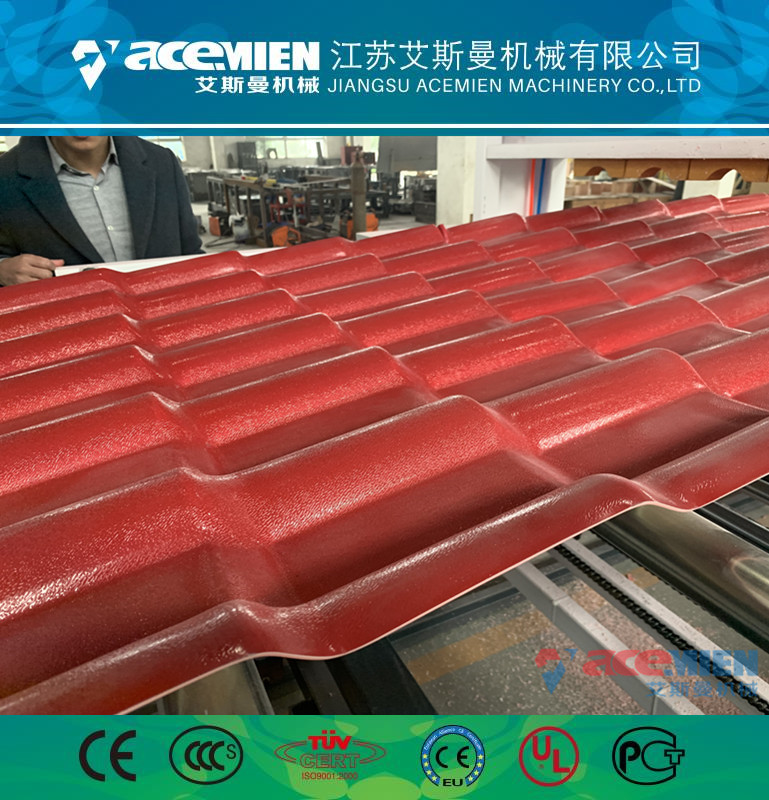
真空定径箱的设计,可以确保直径尺寸的稳定和圆整度,速度控制系统,使牵引速度稳定。整条生产线可采用PLC控制,液晶屏幕控制面板,操作简便。可以配备色标挤出机,使生产的管材有色标线。根据生产管材的材质不同配置相应的挤出机和辅机设备,我公司可一站式服务,为您省心省钱。








{kind=link}